
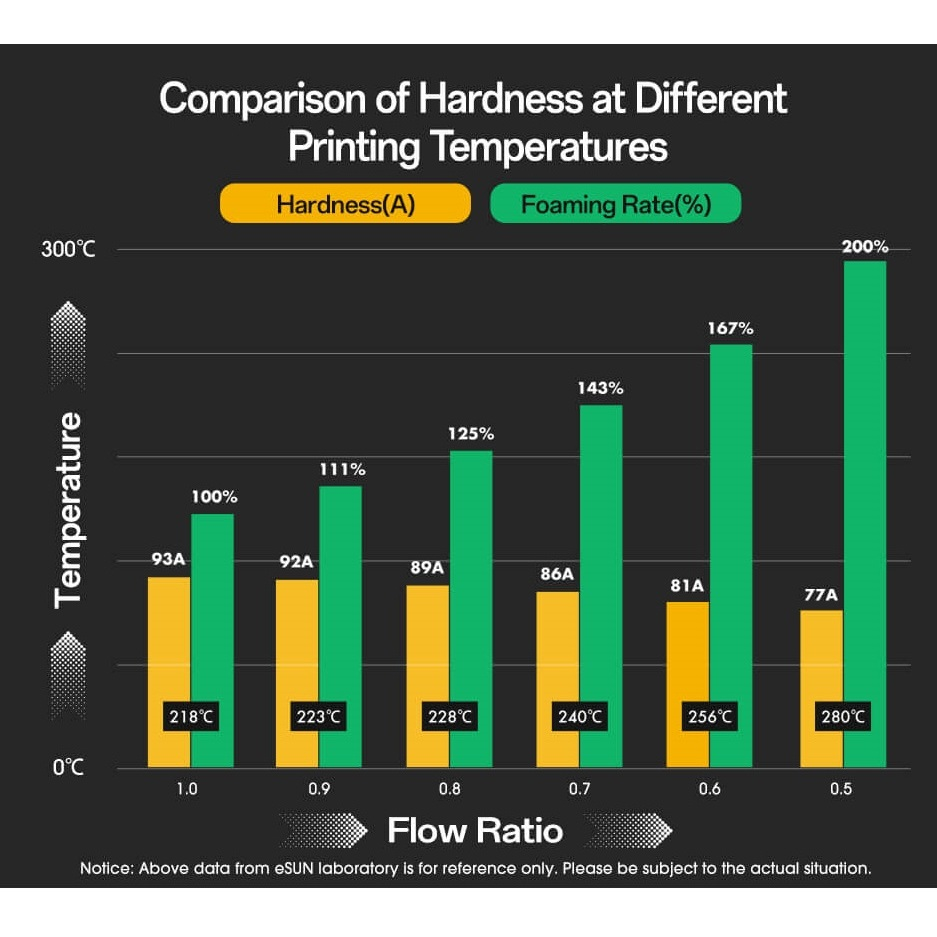


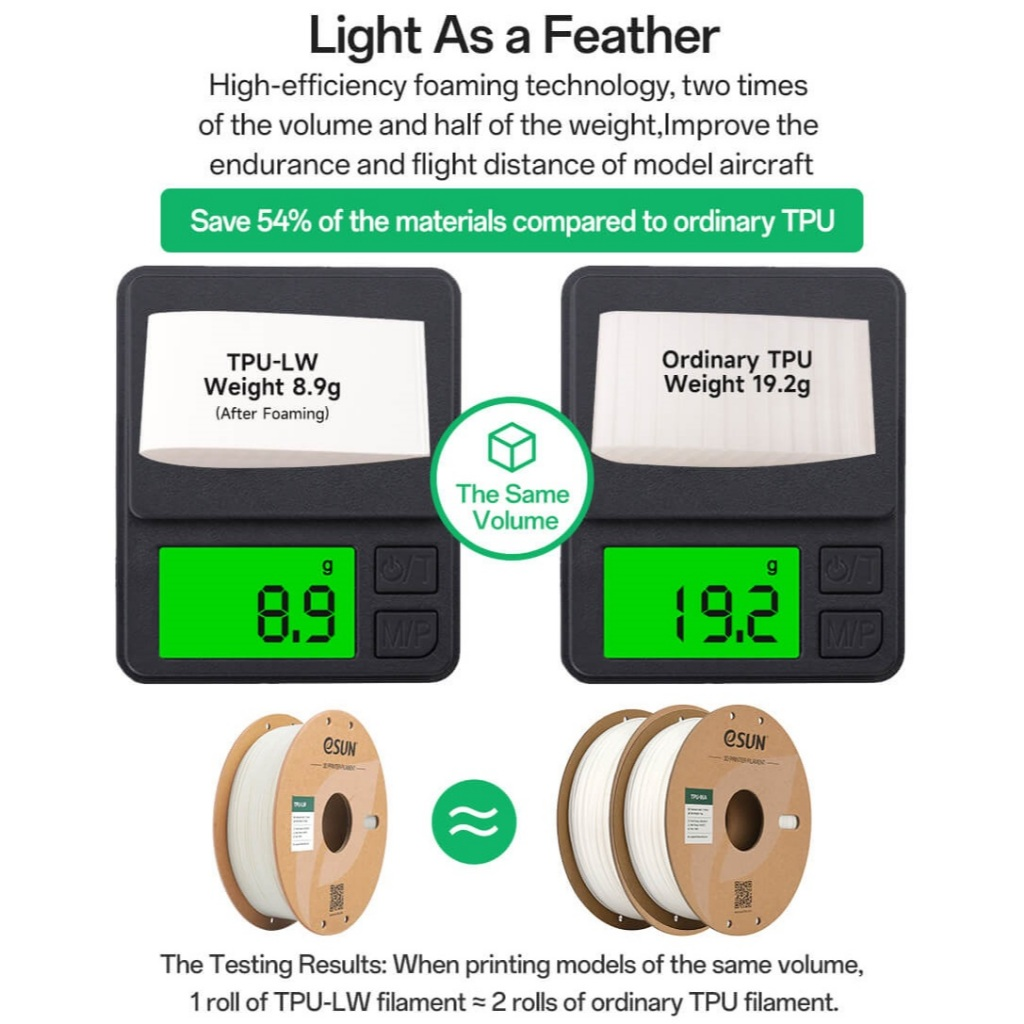












_TPU-LW là vật liệu TPU có thể tạo bọt trong quá trình in. Bằng cách điều chỉnh nhiệt độ và tốc độ in, mức độ tạo bọt của dây tóc có thể được thay đổi, do đó độ bền và mật độ của sản phẩm in có thể được điều chỉnh theo cách cá nhân hóa.
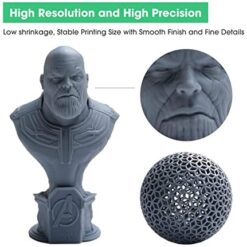
_Tạo bọt trong quá trình in làm cho bề mặt sản phẩm có kết cấu mờ mịn, không dễ lộ hoa văn lớp.
_TPU-LW có tính linh hoạt tốt, khó rách và có khả năng đàn hồi tốt. Là chất liệu xốp dẻo, vật thể in mềm và thân thiện với da, thích hợp cho các sản phẩm đeo linh hoạt và in mô hình COSPLAY.
+Tỷ lệ thể tích bọt tối đa là 172%.
+Tự do điều chỉnh độ mạnh và tốc độ tạo bọt
+Kết cấu mờ mịn tinh tế
+Độ bám dính giữa các lớp tốt
+Khả năng in ấn tuyệt vời
+Dễ sơn
*Ứng dụng: Mô hình máy bay, Mô hình tàu, Đồ dùng cosplay, Thiết bị đeo linh hoạt, Dụng cụ thể thao…
*Ghi Chú:
_Tắt chức năng rút dây (Disable retraction) trong phần mềm cắt lát để tránh tạo bọt bên trong buồng phun, có thể gây tắc nghẽn. Vì nhựa TPU nhẹ tiếp tục tạo bọt bên trong buồng phun nhiệt độ cao, nên chức năng rút dây không hiệu quả. Hiện tượng kéo sợi trong quá trình di chuyển khi không hoạt động là bình thường khi in, và bạn có thể sử dụng chế độ in hình bình hoa (vase mode ) để giảm hiện tượng kéo sợi trên mô hình.
_Đặt tốc độ lớp đầu tiên khớp với tốc độ in thực tế, ở mức 100%. Tắt chức năng làm chậm lớp đầu tiên và vùng nhỏ. Đảm bảo tốc độ đùn lớp đầu tiên khớp với tốc độ đùn tạo bọt thực tế (ví dụ: 58% ở 260°C). Nếu độ bám dính vào bàn in quá mạnh, hãy điều chỉnh van đáy (bottom valve) trong quá trình in
_Hãy chú ý đến nhiệt độ hoạt động tối đa của máy in. Hầu hết các máy in ống PTFE không nên hoạt động ở nhiệt độ trên 250°C trong thời gian dài, vì điều này có thể gây tắc nghẽn. Đối với nhiệt độ vượt quá 250°C, hãy sử dụng máy in nhiệt độ cao với đầu phun bằng kim loại
_Hiện tượng ố vàng hoặc kẹt vòi phun sau khi tạo bọt ở nhiệt độ cao là bình thường. Giảm nhiệt độ in có thể khắc phục vấn đề này
_Điều chỉnh cài đặt PID của máy in để duy trì nhiệt độ ổn định. Tắt chức năng giảm tốc độ, vì sự thay đổi nhiệt độ hoặc tốc độ lớn có thể ảnh hưởng đến tốc độ tạo bọt và dẫn đến các đường lớp in rõ ràng trên bề mặt mô hình
_Tỷ lệ tạo bọt tỷ lệ thuận với nhiệt độ in – ở tốc độ in cố định, nhiệt độ cao hơn làm tăng tỷ lệ tạo bọt, đòi hỏi tốc độ đùn thấp hơn. Ngược lại, tỷ lệ tạo bọt tỷ lệ nghịch với tốc độ in – ở nhiệt độ cố định, tốc độ in cao hơn làm giảm tỷ lệ tạo bọt, đòi hỏi tốc độ đùn cao hơn. Điều chỉnh tốc độ đùn, nhiệt độ và tốc độ in theo điều kiện in cụ thể của bạn, và so sánh độ dày thành trong thiết kế mô hình để tối ưu hóa các thiết lập
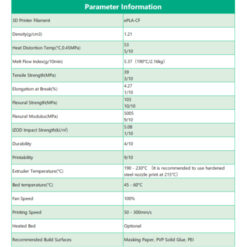
+Density(g/cm3) 1.15
+Melt Flow Index 5(190℃/10kg)
+Heat Distortion Temp(℃,0.45MPa) /
+Extruder Temperature(℃) 210-270℃
+Bed temperature(℃) 40-60℃
+Fan Speed(%) 100%
+Printing Speed(mm/S) <100mm/s
+Heated Bed Need
+Printing Suggestions Turn off pullback, do not print multiple models together, dry at 55 ℃/>4h, close range extruder
+Need to Dry √
** Price does not include VAT (+8 or 10% if VAT invoice is issued)
Be the first to review “Nhựa in 3d dẻo và nhẹ ESUN TPU-LW 0.75kg/ Cuộn Lõi Nhựa”
Related products


Đã bán: 0

Đã bán: 0


Đã bán: 0


Đã bán: 0

Đã bán: 0

Đã bán: 0


Đã bán: 0


Đã bán: 0
Reviews
There are no reviews yet.